 EN
EN
Dom / Wiadomości / Wiadomości branżowe / Jak chronić spiekane magnesy NdFeB do silników synchronicznych przed korozją?
Wiadomości branżowe
Oct 24,2025
Jak chronić spiekane magnesy NdFeB do silników synchronicznych przed korozją?
Dlaczego spiekane magnesy NdFeB w silnikach synchronicznych są podatne na korozję?
Przed zbadaniem metod ochrony niezwykle istotne jest zrozumienie pierwotnych przyczyn korozji spiekanych magnesów NdFeB (neodymowo-żelazowo-borowy) — najsilniejszych dostępnych magnesów trwałych, ale z natury podatnych na degradację. Ta luka jest wzmocniona w silnikach synchronicznych (stosowanych w pojazdach elektrycznych, napędach przemysłowych i systemach energii odnawialnej), które często działają w trudnych warunkach:
Słabość składu materiału:
Spiekane magnesy NdFeB zawierają 25–35% neodymu (Nd) i 60–70% żelaza (Fe) — oba metale są wysoce reaktywne. Nd szybko utlenia się na powietrzu, tworząc luźne, porowate tlenki (Nd₂O₃), podczas gdy Fe rdzewieje (Fe₂O₃/Fe₃O₄) w obecności wilgoci. Spiekana struktura magnesu (utworzona przez prasowanie i podgrzewanie proszku) tworzy również maleńkie pory (0,1–1 μm) na swojej powierzchni – pory te zatrzymują wilgoć, tlen i zanieczyszczenia (np. olej silnikowy, kurz), przyspieszając lokalną korozję (pitting).
Środowiska pracy silników synchronicznych:
Silniki synchroniczne narażają magnesy na czynniki wywołujące korozję, które pogłębiają degradację:
Wilgoć: Silniki pojazdów elektrycznych (podwozie), pomp przemysłowych (w pobliżu wody) lub turbin wiatrowych (na zewnątrz) pochłaniają wilgoć lub parę wodną, która reaguje z Nd i Fe.
Wahania temperatury: Silniki nagrzewają się podczas pracy (80–150°C) i ochładzają się, gdy są wyłączone — ten „cykl cieplny” powoduje kondensację wewnątrz silnika, osadzając się ciekłej wody na powierzchniach magnesów.
Zanieczyszczenia chemiczne: Smary silnikowe (z dodatkami siarki lub chloru), chłodziwa (na bazie glikolu) lub opary przemysłowe (w fabrykach) działają jak elektrolity, przyspieszając korozję elektrochemiczną (główną przyczynę awarii magnesu).
Naprężenia mechaniczne: Wibracje wirnika w szybkich silnikach synchronicznych (np. silnikach trakcyjnych EV) mogą powodować pękanie powłok ochronnych, narażając goły materiał magnesu na działanie elementów korozyjnych.
Niezabezpieczona korozja zmniejsza gęstość strumienia magnetycznego magnesu (o 5–20% w ciągu 1–2 lat) i osłabia jego wytrzymałość mechaniczną, co ostatecznie prowadzi do niewyważenia wirnika, spadku wydajności silnika lub całkowitego rozpadu magnesu.
 Kliknij, aby odwiedzić nasze produkty: spiekane magnesy NdFeB w silnikach synchronicznych
Kliknij, aby odwiedzić nasze produkty: spiekane magnesy NdFeB w silnikach synchronicznych
Jakie technologie powlekania powierzchni są najskuteczniejsze w ochronie przed korozją?
Powłoki powierzchniowe stanowią pierwszą linię obrony spiekane magnesy NdFeB w silnikach synchronicznych — pełnią funkcję bariery pomiędzy magnesem a elementami korozyjnymi. Wybór powłoki zależy od temperatury roboczej silnika, narażenia na wilgoć i ograniczeń kosztowych. Poniżej znajdują się najskuteczniejsze opcje:
Bezprądowa powłoka niklowo-fosforowa (Ni-P) (najczęściej stosowana w silnikach)
Jak to działa: Proces osadzania chemicznego, w wyniku którego na powierzchni magnesu tworzy się jednolita, gęsta warstwa niklu i fosforu (o grubości 5–20 μm). Po nałożeniu powłoka jest amorficzna (niekrystaliczna), a obróbka cieplna (200–400°C) przekształca ją w twardą, odporną na zużycie strukturę (HV 800–1000).
Odporność na korozję: Powłoki Ni-P wytrzymują 500–1000 godzin testów neutralnej mgły solnej (NSS) (wg ASTM B117) bez czerwonej rdzy – znacznie przekraczając minimum 240 godzin dla zastosowań silnikowych. Powłoka uszczelnia pory powierzchniowe i zapobiega wnikaniu elektrolitu.
Zalety silnika synchronicznego:
Toleruje wysokie temperatury (do 200°C) – kompatybilny z większością zakresów pracy silników synchronicznych (80–150°C).
Doskonała przyczepność do spiekanego NdFeB (nawet w przypadku magnesów o nieregularnych kształtach, takich jak segmenty łuku w wirnikach).
Odporny na olej silnikowy i płyny chłodzące – nie reaguje chemicznie ze zwykłymi smarami.
Ograniczenia: Podatny na pękanie w wyniku ekstremalnych cykli termicznych (np. silniki EV, które szybko nagrzewają się z 25°C do 150°C). W takich przypadkach w celu zwiększenia elastyczności stosuje się „powłokę nawierzchniową Ni-P” (np. Epoksyd).
Powłoka z żywicy epoksydowej (opłacalna w środowiskach o niskiej wilgotności)
Jak to działa: Ciekłą żywicę epoksydową (polimer termoutwardzalny) natryskuje się lub zanurza na magnes, a następnie utwardza w temperaturze 80–120°C, tworząc cienką warstwę (10–30 µm). Aby zwiększyć wydajność, można dodać dodatki, takie jak cząstki ceramiczne lub inhibitory korozji (np. fosforan cynku).
Odporność na korozję: Standardowe powłoki epoksydowe wytrzymują 200–400 godzin testów NSS; „wysokosprawna” żywica epoksydowa (z inhibitorami korozji) osiąga 600 godzin. Powłoka jest nieprzepuszczalna dla wilgoci i olejów.
Zalety silnika synchronicznego:
Niski koszt (1/3 ceny Ni-P) — idealny do oszczędnych silników przemysłowych (np. małych pomp).
Elastyczny — odporny na pękanie spowodowane wibracjami i cyklami termicznymi (krytyczne w przypadku silników trakcyjnych pojazdów elektrycznych).
Właściwości izolacyjne — zapobiegają zwarciom elektrycznym pomiędzy magnesami i elementami wirnika.
Ograniczenia: Odporność na niskie temperatury (maks. 120°C) – nie nadaje się do silników synchronicznych dużej mocy (np. generatorów turbin wiatrowych, które osiągają 150°C).
Powłoki metodą fizycznego osadzania z fazy gazowej (PVD) (wysokotemperaturowe, wysokowydajne)
Jak to działa: Proces oparty na próżni, polegający na odparowaniu metali (np. aluminium, chromu) lub ceramiki (np. Al₂O₃, TiN) i osadzeniu ich w postaci cienkiej (1–5 μm) warstwy na powierzchni magnesu. Powłoki PVD są gęste, jednolite i silnie wiążą się z magnesem.
Odporność na korozję: Powłoki PVD Al₂O₃ wytrzymują 1000 godzin testów NSS i są odporne na utlenianie do 500°C. Są odporne na kwasy, zasady i płyny chłodzące silnik.
Zalety silnika synchronicznego:
Ekstremalna tolerancja temperaturowa – idealna do silników synchronicznych dużej mocy (np. silników napędowych samolotów, napędów przemysłowych), które pracują w temperaturze 150–250°C.
Cienka powłoka (bez wpływu na wymiary magnesu) – krytyczna w przypadku precyzyjnych zespołów wirnika, gdzie rozmiar magnesu wpływa na wyważenie.
Ograniczenia: Wysoki koszt (5 razy więcej niż Ni-P) i ograniczenie do produkcji w małych partiach – stosowane głównie w silnikach lotniczych i kosmicznych lub premium EV.
Powłoka ze stopu cynku i niklu (Zn-Ni) (odporna na słoną wodę)
Jak to działa: Proces galwanizacji, w wyniku którego na powierzchni magnesu powstaje stop cynkowo-niklowy (10–15% niklu) o grubości 5–15 μm. Stop tworzy pasywną warstwę tlenku (ZnO·NiO), która samonaprawia drobne zarysowania.
Odporność na korozję: wytrzymuje 1000 godzin testów NSS — doskonała do silników narażonych na działanie słonej wody (np. morskie silniki synchroniczne, przybrzeżne turbiny wiatrowe).
Zalety silnika synchronicznego:
Doskonała odporność na słoną wodę — przewyższa Ni-P w środowiskach przybrzeżnych i morskich.
Dobra ciągliwość — jest odporna na pękanie spowodowane wibracjami wirnika.
Ograniczenia: Niższa odporność na temperaturę (maks. 150°C) i wyższy koszt niż Ni-P do zastosowań innych niż morskie.
Jak zoptymalizować konstrukcję magnesu i zespół silnika pod kątem ochrony przed korozją?
Same powłoki powierzchniowe nie wystarczą – wybór projektu zespołu magnesu i silnika odgrywa kluczową rolę w minimalizowaniu ryzyka korozji. Te optymalizacje uzupełniają powłoki i wydłużają żywotność magnesu:
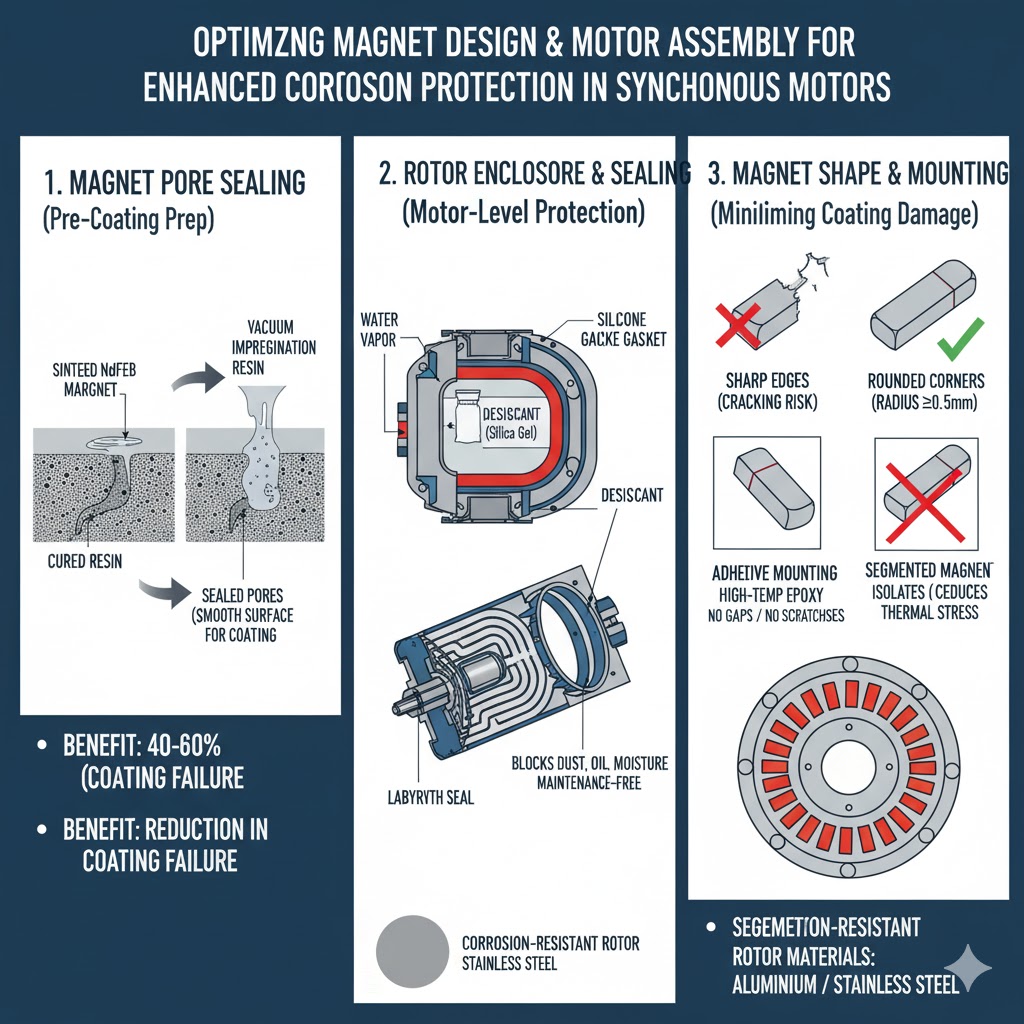
Uszczelnianie porów magnesu (przygotowanie do powłoki wstępnej)
Pory powierzchniowe spiekanego NdFeB zatrzymują wilgoć i zanieczyszczenia, pogarszając skuteczność powłoki. Niezbędne jest uszczelnienie porów wstępnej powłoki:
Proces: Po spiekaniu magnesy zanurza się w żywicy o niskiej lepkości (np. akrylu lub silikonie), która wnika w pory (poprzez impregnację próżniową), a następnie utwardza w celu ich uszczelnienia. Tworzy to gładką, pozbawioną porów powierzchnię zapewniającą przyczepność powłoki.
Korzyści: Zamknięte pory zmniejszają awaryjność powłoki o 40–60% — powłoki nie „mostują” już porów (które mogą pękać i przepuszczać wilgoć). W przypadku magnesów silników synchronicznych ten krok jest obowiązkowy w przypadku powłok Ni-P lub PVD.
Obudowa i uszczelnienie wirnika (zabezpieczenie na poziomie silnika)
Wirnik silnika (w którym zamontowane są magnesy) powinien być osłonięty, aby zapobiec przedostawaniu się wilgoci i zanieczyszczeń do magnesów:
Uszczelnienie hermetyczne: W przypadku silników pracujących w wilgotnym środowisku (np. pojazdy elektryczne, zastosowania morskie) należy zastosować hermetycznie uszczelnioną obudowę wirnika z gumowymi uszczelkami (np. nitrylowymi lub silikonowymi), aby zablokować parę wodną. Dodaj środek osuszający (np. żel krzemionkowy) do wnętrza obudowy, aby wchłonąć resztkową wilgoć.
Uszczelnienia labiryntowe: W przypadku szybkich silników synchronicznych (np. turbin wiatrowych) należy zastosować uszczelnienia labiryntowe (zazębiające się metalowe żebra) na wale wirnika — tworzą one krętą ścieżkę, która zapobiega przedostawaniu się kurzu, oleju i wilgoci do obszaru magnesu. Uszczelnienia labiryntowe są bezobsługowe i odporne na wysokie temperatury.
Materiały wirnika odporne na korozję: Rdzeń wirnika należy wykonać z aluminium lub stali nierdzewnej (304/316) — materiały te nie rdzewieją i zapobiegają korozji galwanicznej (gdy różne metale, takie jak żelazo i miedź, reagują w obecności elektrolitów).
Kształt magnesu i montaż (minimalizacja uszkodzeń powłoki)
Sposób, w jaki magnesy są ukształtowane i zamontowane w wirniku, wpływa na integralność powłoki:
Gładkie krawędzie i narożniki: Unikaj ostrych krawędzi (które są podatne na pękanie powłoki), projektując magnesy z zaokrąglonymi narożnikami (promień ≥0,5 mm). Ostre krawędzie mogą odpryskiwać podczas montażu, odsłaniając goły materiał magnesu.
Montaż przy użyciu kleju (zamiast mocowania mechanicznego): Użyj wysokotemperaturowych klejów epoksydowych (np. żywic epoksydowych z wypełniaczami ceramicznymi), aby przymocować magnesy do wirnika — zaciski mechaniczne (np. metalowe wsporniki) mogą porysować powłoki lub utworzyć szczeliny, w których gromadzi się wilgoć. Kleje wypełniają również małe szczeliny pomiędzy magnesami a rotorem, ograniczając zatrzymywanie wilgoci.
Konstrukcja magnesu segmentowego: W przypadku dużych wirników należy stosować małe magnesy segmentowe (zamiast jednego dużego magnesu) — jeśli powłoka jednego segmentu ulegnie uszkodzeniu, korozja ogranicza się do tego segmentu (zapobiegając całkowitej awarii wirnika). Segmenty zmniejszają również naprężenia termiczne (mniejsze rozszerzanie/kurczenie), zmniejszając ryzyko pękania powłoki.
Jakie praktyki konserwacyjne i operacyjne zapobiegają korozji?
Nawet w przypadku powłok i optymalizacji konstrukcyjnych regularna konserwacja i prawidłowe działanie są kluczem do przedłużenia żywotności magnesów w silnikach synchronicznych. Praktyki te dotyczą zużycia, uszkodzeń powłok i narażenia na środowisko:
Rutynowa kontrola i naprawa powłoki
Kontrole wizualne: Co 6–12 miesięcy (lub po wystawieniu na działanie ekstremalnych warunków, takich jak ulewny deszcz), sprawdź wnętrze silnika (przez otwory inspekcyjne) pod kątem oznak korozji: czerwono-brązowej rdzy na magnesach, pęcherzyków lub łuszczących się powłok lub osadów białego tlenku.
Badania nieniszczące (NDT): W przypadku silników o krytycznym znaczeniu (np. turbin wiatrowych) należy zastosować badania ultradźwiękowe w celu wykrycia ukrytej korozji pod powłokami (np. wżery w porach) lub badania prądami wirowymi w celu sprawdzenia grubości powłoki.
Naprawa punktowa: W przypadku stwierdzenia niewielkich uszkodzeń powłoki (np. zadrapania) należy oczyścić obszar alkoholem, nałożyć niewielką ilość żywicy epoksydowej (w przypadku silników niskotemperaturowych) lub farby zaprawkowej Ni-P (w przypadku silników wysokotemperaturowych) i utwardzić zgodnie z wytycznymi producenta. Zapobiega to rozprzestrzenianiu się miejscowej korozji.
Kontrola wilgotności i temperatury
Osuszanie: W przypadku silników przechowywanych lub eksploatowanych w środowiskach o dużej wilgotności (RH > 60%) należy zainstalować osuszacz w pomieszczeniu silnika lub zastosować podgrzewany wirnik (mały grzejnik wewnątrz wirnika), aby utrzymać suchość wnętrza (RH < 40%).
Unikaj szoku termicznego: Minimalizuj szybkie zmiany temperatury (np. uruchamianie zimnego silnika przy pełnym obciążeniu) – szok termiczny powoduje pękanie powłoki. Zamiast tego stopniowo zwiększaj prędkość silnika (w ciągu 5–10 minut), aby magnes i powłoka mogły się równomiernie nagrzać.
Konserwacja płynu chłodzącego: W przypadku silników synchronicznych chłodzonych cieczą sprawdzaj poziom i jakość płynu chłodzącego co 3–6 miesięcy. Wymień płyn chłodzący zanieczyszczony wodą (użyj refraktometru do pomiaru stężenia glikolu) lub którego pH wykracza poza zakres 7–9 (kwaśny/alkaliczny płyn chłodzący powoduje korozję powłok).
Zarządzanie zanieczyszczeniami
Kontrola oleju i kurzu: Utrzymuj okolicę silnika w czystości – natychmiast wytrzyj rozlany olej (olej silnikowy zawiera siarkę, która niszczy powłoki Ni-P) i używaj filtrów powietrza, aby zapobiec gromadzeniu się kurzu (kurz zatrzymuje wilgoć, przyspieszając korozję).
Unikaj narażenia chemicznego: W przypadku silników przemysłowych należy upewnić się, że silnik nie jest narażony na działanie kwasów, zasad ani rozpuszczalników (np. środków czyszczących). W przypadku narażenia spłucz zewnętrzną część silnika wodą (jeśli jest to bezpieczne) i dokładnie go wysusz.
Postępowanie po zakończeniu cyklu życia
Po wycofaniu silnika z eksploatacji należy wyjąć i sprawdzić magnesy — jeśli powłoki są nienaruszone, a korozja jest minimalna, magnesy można ponownie wykorzystać w silnikach o mniejszej mocy (np. małych pompach). Zmniejsza to ilość odpadów i obniża koszty wymiany. Skorodowane magnesy należy utylizować w odpowiedni sposób (zgodnie z lokalnymi przepisami), aby uniknąć skażenia środowiska (Nd to metal ziem rzadkich, który może przedostawać się do gleby/wody).
Jakie są najlepsze praktyki w przypadku określonych zastosowań silników synchronicznych?
Potrzeby w zakresie ochrony przed korozją różnią się w zależności od zastosowania — poniżej znajdują się zalecenia dostosowane do najpopularniejszych zastosowań silników synchronicznych:
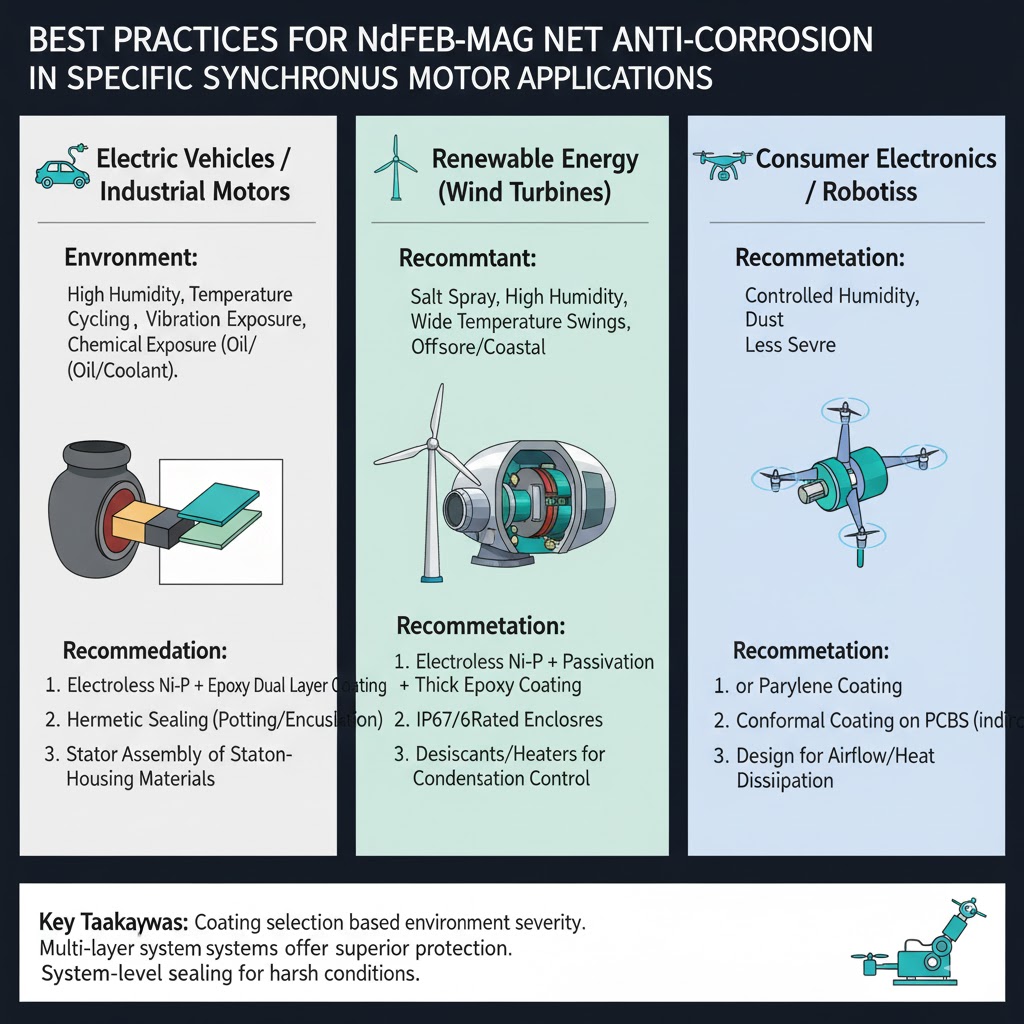
Silniki trakcyjne EV (wysokie wibracje, cykle termiczne)
Powłoka: Ni-P epoksydowa powłoka nawierzchniowa (Ni-P zapewniająca odporność na korozję, epoksyd zapewniająca elastyczność odporną na wibracje/cykle termiczne).
Konstrukcja: Hermetycznie zamknięty wirnik z uszczelkami silikonowymi, segmentowymi magnesami połączonymi żywicą epoksydową o wysokiej temperaturze i środkiem osuszającym w obudowie wirnika.
Konserwacja: Sprawdzaj jakość płynu chłodzącego co 6 miesięcy, unikaj przejeżdżania przez głęboką wodę (aby zapobiec wyciekom z obudowy) i punktowo naprawiaj uszkodzenia powłoki po kolizjach.
Generatory turbin wiatrowych (na zewnątrz, ekspozycja na słoną wodę)
Powłoka: stop Zn-Ni (dla turbin przybrzeżnych) lub PVD Al₂O₃ (dla wysokotemperaturowych turbin lądowych).
Konstrukcja: Uszczelki labiryntowe na wale wirnika, rdzeń wirnika ze stali nierdzewnej i osłona przeciwdeszczowa nad silnikiem, aby zapobiec bezpośredniemu narażeniu na wodę.
Konserwacja: Coroczne przeglądy NDT, czyszczenie zewnętrznej strony silnika świeżą wodą co 3 miesiące (w celu usunięcia osadów soli) i wymiana środka osuszającego co 2 lata.
Przemysłowe silniki pomp (mokre, narażone na działanie środków chemicznych)
Powłoka: Żywica epoksydowa z inhibitorami korozji (ekonomiczna) lub Ni-P (dla odporności chemicznej).
Konstrukcja: Hermetyczne uszczelnienie wirnika, magnesy klejone i odporna na korozję obudowa wirnika (aluminium).
Konserwacja: Co miesiąc sprawdzaj, czy nie ma wycieków płynu chłodzącego, wymieniaj zużyte uszczelki co 12 miesięcy i unikaj stosowania ostrych środków czyszczących w pobliżu silnika.
Podsumowując, ochrona spiekanych magnesów NdFeB w silnikach synchronicznych wymaga podejścia wielowarstwowego: skutecznych powłok powierzchniowych (dopasowanych do zastosowania), optymalizacji konstrukcji (uszczelnianie porów, uszczelnianie wirnika) i regularnej konserwacji (kontrole, kontrola wilgoci). Łącząc te strategie, producenci i operatorzy mogą wydłużyć żywotność magnesów z 5–8 lat do 15–20 lat, redukując przestoje silnika i koszty wymiany – co ma kluczowe znaczenie dla niezawodności pojazdów elektrycznych, systemów energii odnawialnej i sprzętu przemysłowego.
Jinlun Magnet specjalizuje się w badaniach i rozwoju, produkcja i sprzedaż wysokowydajnych trwałych metali ziem rzadkich materiały magnetyczne.
Szybkie linki
Informacje kontaktowe.
-
 Sales00@jlmagnet.com
Sales00@jlmagnet.com
-
 +86-574-6321 2222
+86-574-6321 2222
-
 Nr 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, prowincja Zhejiang, Chiny
Nr 330 Xinxing 1st Road, Xinxing Industrial Park, Zonghan Street, Cixi City, prowincja Zhejiang, Chiny
Mobilny kod QR
Prawa autorskie © Ningbo Jinlun Magnet Technology Co., Ltd. Wszelkie prawa zastrzeżone.

TOP

